マイクロ研削
研削加工は硬脆材料に対しても加工が可能で,高品位の加工面が得られます.極小径の研削用工具を用いることにより,微細形状の創成が行えます. |
|
極小径工具を用いた超音波研削によるガラスの微細穴加工 |
| 研削加工により,未だ報告例のない内径0.1mm未満の微細穴加工を試みた.研削工具として,放電加工により成形された超硬合金微細軸を使用した.極小径工具は耐折損性が低いので,研削抵抗を低減するために工作物を超音波加振する超音波研削を試みた.その結果,ガラスに対して内径30μmの微細穴の加工を行うことに成功した. 参考文献(砥粒加工学会誌,Vol.57, No.2, 2013, pp.102-105) | 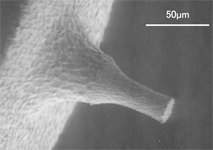 | 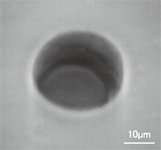 | | 極小径工具 | 超音波研削によりあけられた微細穴 |
|
超音波研削による内径10μmまでの微細穴加工 |
| 放電加工により成形された超硬合金微細軸を超音波研削工具に用い,クラウンガラスに対して内径10μmまでの微細穴加工を行った.ヘリカル送りを用いないことで極小径工具での穴あけ加工が可能となった. 参考文献 参考文献(学内専用)(Precision Engineering, Vol.38, No.3, 2014, pp.605-610) | 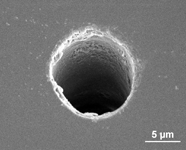 | | 内径10μmの微細穴 |
|
超音波研削による内径5μm未満の微細穴加工 |
| 内径5μm未満の極微細穴あけ加工を行うため,最適な加工条件を実験的に求めた.それにより,超硬合金製マイクロ工具を用いてクラウンガラスに対して内径3.2μmの微細穴加工が可能となった.これは研削加工によりあけられた穴としては最小径のものである. 参考文献(International Journal of Automation Technology, Vol.18, No.2, 2024, pp.161-168) | 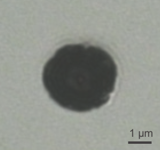 | | 内径3.2μmの微細穴 |
|
ダイヤモンド工具を用いた超音波研削による微細穴加工 |
| 工具材料に耐摩耗性の極めて高い焼結ダイヤモンドを用いて微細穴加工を試みた.その結果,シリコンやクラウンガラスに対して内径5.5μmの微細穴加工が可能となった. 参考文献 参考文献(学内専用)(Proceedings of JSME 2020 Conference on Leading Edge Manufacturing/Materials and Processing (LEMP 2020), 2020, V001T08A010) | 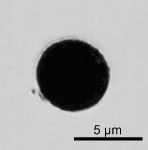 | 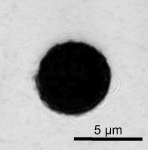 | | 微細穴(シリコン) | 微細穴(クラウンガラス) |
|